一种多通道隐藏式进胶的全自动双色模具的制作方法
本发明涉及注塑模具,具体的,涉及一种多通道隐藏式进胶的全自动双色模具。
背景技术:
1、双色模具是一种特殊的模具,可使用两种不同颜色的塑料材料在同一台注塑机上分两次进行注塑成型,双色模具中能够生产出复杂颜色图案或者材料组合的产品,一般这种模塑工艺也叫双料注塑,通常由两套模具完成,两套模具可转动拼接,两套模具中的上半部分固定在基座上,两套模具的下半部分固定在另一个基座上,多通道注胶的注塑方式可使得材料在模具中填充的效率更高,材料在模具中填充的更加均匀,且可使用更加复杂的模具,但是相应的多通道注塑方式在注塑时模具温度提升的更快,对于双色模具还需要进行第二次注塑,进行第二次的注塑时需要与模具上半部分连接的基座带动两个模具的上半部分转动互换位置,之后两个模具的上半部分再分别与模具的下半部分拼接,通过第二次进行注塑的模具向着经过第一次注塑的模具上注入不同的材料,实现双料注塑。
2、模具上在进行工件的脱模时,可能会有材料的残留,同时模具的边缘可能会残留有水口,使得后续需要对工件再次进行加工,修整残留的水口,再次的加工过程使得生产的效率降低,加工后的水口处仍然会有残留的痕迹,影响工件的美观和质量,同时模具上难以清理的原料可能会影响后续的工件加工质量。
技术实现思路
1、本发明提出一种多通道隐藏式进胶的全自动双色模具,解决了现有技术中双色模具在进行注胶后裔工件上会有较为明显的水口残留,且模具上的残留原料难以清理的问题。
2、本发明的技术方案如下:
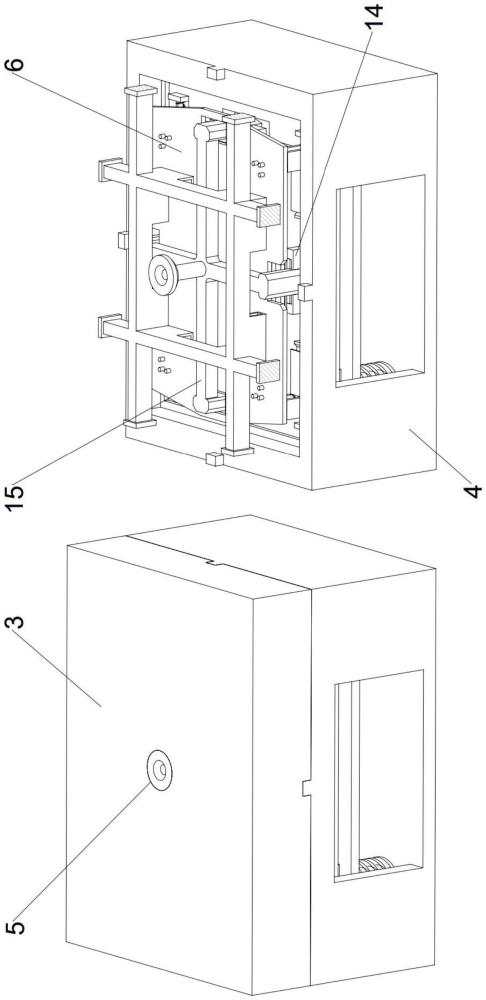
3、一种多通道隐藏式进胶的全自动双色模具,包括上基座、下基座、注塑机构、注胶机构和模具组二,所述注塑机构设置有两个,所述注塑机构包括注塑上部和注塑下部,两个所述注塑上部固定安装在所述上基座上,两个所述注塑下部固定安装在所述下基座上,两个所述注塑上部中设置有模具组一,所述注塑机构用于对所述模具组一进行固定,并带动所述模具组一进行转动,所述注胶机构设置有两个,两个所述注胶机构分别设置在两个所述上基座上,所述注胶机构用于进行注胶,所述模具组二设置有两个,两个所述模具组二分别设置在两个所述下基座上,所述模具组二用于在进行注胶成型后将工件脱模。
4、所述注塑上部上设置有注胶口和固定架,所述注胶口开设在所述注塑上部上靠近所述上基座的一侧上,所述注胶口与所述注胶机构相连通,所述固定架固定设置在所述注塑上部中,所述模具组一可拆卸设置在两个所述固定架上。
5、所述注塑下部上设置有驱动缸、脱模板和锁紧组件,所述驱动缸设置有多个,所述脱模板固定设置在所述驱动缸的输出端上,所述脱模板上设置有多个脱模支柱,多个所述脱模支柱滑动且贯穿所述模具组二,所述锁紧组件设置有多个,多个所述锁紧组件设置在所述注塑下部上,所述锁紧组件用于将所述模具组二进行便捷的锁紧与松开。
6、所述模具组一包括模板一和模板二,所述模板一可拆卸设置在其中一个所述固定架上,所述模板一上远离所述固定架的一侧设置有多个凸起,所述模板二可拆卸设置在另一个所述固定架上。
7、所述模具组二包括模板三、进胶孔和卡槽,所述模板三可拆卸设置在所述注塑下部上,所述模板三上设置有多个凹槽,凹槽与所述模板一上的凸起一一对应,所述进胶孔开设在所述模板三上的凹槽上,所述卡槽设置在所述模板三的侧方,所述卡槽与所述注胶机构可拆卸连接。
8、当所述模板一与所述模板三相贴合时,靠近所述模板一的所述注胶机构对所述模板一与所述模板二之间进行注塑得到一次注塑工件,当所述模板二与所述模板三相贴合时,靠近所述模板二的所述注胶机构相所述模板二和一次注塑工件之间注塑得到双色工件。
9、所述注胶机构包括注胶管道和注胶眼,所述注胶管道设置有多个,多个所述注胶管道与所述注胶口相连通,所述注胶管道上开设有所述注胶眼,所述注胶眼与所述进胶孔一一对应。
10、所述锁紧组件包括挤压板、卡紧架和压紧板,所述挤压板设置在所述模板三的侧方,所述卡紧架滑动设置在所述注塑下部上,所述卡紧架设置在所述挤压板的侧方,所述卡紧架上设置有弹簧,所述压紧板固定设置在所述固定架上,当所述注塑上部与所述注塑下部相贴合时,所述压紧板与所述卡紧架相贴合,所述脱模板上设置有拆卸推板,所述拆卸推板设置在所述卡紧架的下方。
11、本发明的工作原理及有益效果为:
12、1、本发明中,通过设置模板一、模板二和模板三,模板一上远离固定架的一侧设置有多个凸起,模板二可拆卸设置在另一个固定架上,模板二上没有设置凸起,当模板一上的凸起深入到模板三上的凹槽中时,注胶眼向进胶口中注入胶体,此时胶体在凹槽中流到模板一与模板三之间,形成一次工件,胶体在凹槽中环绕凸起形成一个拱形,当模板一与模板三分离,模板二与模板三相贴合时,此时将第二次的胶体再次通过进胶孔注入到凹槽中,胶体通过一次工件在凹槽中形成的拱形结构中的通孔流入到一次工件与模板二之间,当第二次注入的胶体凝固在一次工件上时,形成双色的二次工件;
13、2、本发明中,通过设置注胶管道和注胶眼,注胶眼设置为锥形,在注塑上部与注塑下部对接时,注胶管道伸入到模板三的侧方,使得注胶眼与进胶孔对准,此时注胶口中注入的胶体通过注塑管道运动到注胶眼中,胶体通过注胶眼运动到进胶孔中进行注胶,注胶完成后,在注塑上部与注塑下部分离式,注胶眼与进胶孔分离此时由于注胶眼和进胶孔相贴合,注胶眼与进胶孔处的胶体被截断,同时由于注胶眼为锥形,则被切断的水口很小,对工件的外形影响较小,注胶管道的侧方设置有支板,随着注胶管道向着进胶孔运动,支板进入到卡槽中,卡槽通过对支板的挤压使得注胶眼与进胶孔贴合;
14、3、本发明中,通过设置注胶机构,可在进行注胶后,注胶眼和进胶孔分离时自动切断水口,通过设置模具组一和模具组二,可形成拱形隐藏水口,使得水口被隐藏起来。
技术特征:
1.一种多通道隐藏式进胶的全自动双色模具,其特征在于,包括:
2.根据权利要求1所述的一种多通道隐藏式进胶的全自动双色模具,其特征在于,所述注塑上部(3)上设置有:
3.根据权利要求2所述的一种多通道隐藏式进胶的全自动双色模具,其特征在于,所述注塑下部(4)上设置有:
4.根据权利要求3所述的一种多通道隐藏式进胶的全自动双色模具,其特征在于,所述模具组一包括:
5.根据权利要求4所述的一种多通道隐藏式进胶的全自动双色模具,其特征在于,所述模具组二包括:
6.根据权利要求5所述的一种多通道隐藏式进胶的全自动双色模具,其特征在于,当所述模板一(10)与所述模板三(12)相贴合时,靠近所述模板一(10)的所述注胶机构对所述模板一(10)与所述模板二(11)之间进行注塑得到一次注塑工件,当所述模板二(11)与所述模板三(12)相贴合时,靠近所述模板二(11)的所述注胶机构相所述模板二(11)和一次注塑工件之间注塑得到双色工件。
7.根据权利要求6所述的一种多通道隐藏式进胶的全自动双色模具,其特征在于,所述注胶机构包括:
8.根据权利要求7所述的一种多通道隐藏式进胶的全自动双色模具,其特征在于,所述注胶眼(16)与所述进胶孔(13)一一对应。
9.根据权利要求8所述的一种多通道隐藏式进胶的全自动双色模具,其特征在于,所述锁紧组件包括:
10.根据权利要求9所述的一种多通道隐藏式进胶的全自动双色模具,其特征在于,所述脱模板(8)上设置有拆卸推板(20),所述拆卸推板(20)设置在所述卡紧架(18)的下方。
技术总结
本发明涉及注塑模具技术领域,提出了一种多通道隐藏式进胶的全自动双色模具,包括上基座、下基座、注塑机构、注胶机构和模具组二,所述注塑机构包括注塑上部和注塑下部,两个所述注塑上部中设置有模具组一,所述注塑机构用于对所述模具组一进行固定,并带动所述模具组一进行转动,两个所述注胶机构分别设置在两个所述上基座上,所述注胶机构用于进行注胶,所述模具组二设置有两个,两个所述模具组二分别设置在两个所述下基座上,所述模具组二用于在进行注胶成型后将工件脱模,通过上述技术方案,解决了现有技术中双色模具在进行注胶后裔工件上会有较为明显的水口残留,且模具上的残留原料难以清理的问题。
技术研发人员:刘挺辉,廖林
受保护的技术使用者:东莞市义思腾模具科技有限公司
技术研发日:
技术公布日:2024/11/18
技术研发人员:刘挺辉,廖林
技术所有人:东莞市义思腾模具科技有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除