坯料加工系统的制作方法
本发明涉及冶炼设备,特别涉及一种坯料加工系统。
背景技术:
1、二次火焰切割线一般位于连铸车间与轧钢车间加热炉之间,主要用于将连铸坯在进入加热炉前进行在线喷印、定尺切割和去毛刺处理,其设备组成主要包括:辊道、对中装置、喷印机、火焰切割机、去毛刺机等。辊道辊子间距的设计距离,必须在板坯长度的一半以内,才能保证板坯的运输通过性。常规在线二次火焰切割板坯的工艺流程,在切割板坯长度范围上存在局限性:仅适用于火切后长度大多在2000mm以上的定尺坯。在此种板坯长度条件下,定尺坯运输辊道间距可以设计在800mm以上,辊道辊缝之间有足够的空间布置去毛刺机下刮刀。
2、但是,当遇到要求火切后定尺坯长度在700~1000mm的超短坯情况时,特别是对于火切后最短长度要求在700mm的定尺坯料运输,辊子中心线距离必须设计在350mm以内,再考虑到辊身直径占用的空间,如采用现有二次火焰切割线的布置方案,火切后的辊道都必须设计成辊距很小的密排辊道,这将导致位于去毛刺区域的密排辊道的辊缝间无法布置去毛刺机的下刮刀,从而只能将倍尺坯在线下进行超短坯的人工切割和去毛刺处理,进而增加了人力成本、降低了生产效率。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明实施例提供了一种坯料加工系统,用于解决至少一个上述技术问题。
2、本发明的上述目的可采用下列技术方案来实现,本发明提供了一种坯料加工系统,包括:
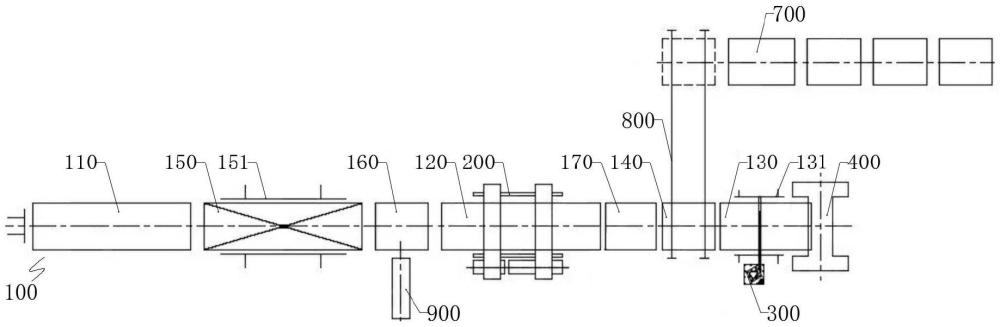
3、第一输送线,所述第一输送线包括沿预设方向依次设置的受料辊道、火切区辊道和去毛刺辊道;
4、火焰切割机,所述火焰切割机设置在所述火切区辊道的输送路径上,所述火焰切割机用于对坯料进行火焰切割;
5、起吊装置,所述起吊装置设置在所述去毛刺辊道的输送路径上,所述起吊装置用于起吊并旋转所述坯料;
6、去毛刺机,所述去毛刺机与所述去毛刺辊道的末端并排设置,所述去毛刺机用于对所述坯料进行去毛刺操作。
7、在本发明的一较佳实施方式中,所述去毛刺机包括相对设置的上刮刀和下刮刀。
8、在本发明的一较佳实施方式中,所述坯料加工系统还包括设置在所述去毛刺辊道的输送路径上的至少一个压辊,所述压辊用于压接在所述坯料的上表面。
9、在本发明的一较佳实施方式中,所述坯料加工系统还包括助推机构,所述助推机构和所述去毛刺辊道分别设置在所述去毛刺机的两侧,所述助推机构用于可调节地抵接在所述坯料上。
10、在本发明的一较佳实施方式中,助推机构包括至少一个助推缸,所述助推缸的推杆用于可调节地抵接在所述坯料的端部上。
11、在本发明的一较佳实施方式中,所述第一输送线还包括设置在所述火切区辊道和所述去毛刺辊道之间的横移辊道,所述坯料加工系统还包括第二输送线和横移轨道车,所述横移轨道车连接所述横移辊道和所述第二输送线,所述第二输送线用于将经所述去毛刺机处理后的所述坯料输出。
12、在本发明的一较佳实施方式中,所述第二输送线包括至少一个输送辊道。
13、在本发明的一较佳实施方式中,所述第一输送线还包括设置在所述受料辊道和所述火切区辊道之间的第一对中辊道,所述坯料加工系统还包括设置在所述第一对中辊道的输送路径上的第一对中装置,所述第一对中装置用于使所述坯料对中。
14、在本发明的一较佳实施方式中,所述坯料加工系统还包括设置在所述去毛刺辊道的输送路径上的第二对中装置,所述第二对中装置用于使所述坯料对中。
15、在本发明的一较佳实施方式中,所述第一输送线还包括设置在所述第一对中辊道和所述火切区辊道之间的第一密排辊道,所述坯料加工系统还包括喷印机,所述喷印机的喷射方向朝向所述第一密排辊道的输送方向设置,所述喷印机用于对所述坯料进行喷印操作。
16、在本发明的一较佳实施方式中,所述第一输送线还包括设置在所述火切区辊道和所述横移辊道之间的第二密排辊道。
17、在本发明的一较佳实施方式中,所述起吊装置包括设置在所述去毛刺辊道的输送路径上的转钢磁力悬臂吊。
18、本发明的技术方案具有以下显著有益效果:
19、本发明所述坯料加工系统使用时,将坯料加工系统设置在连铸车间与轧钢车间加热炉之间,从而经连铸车间加工的倍尺坯料能够被输送至坯料加工系统进行处理。具体的,通过第一输送线能够用于输送坯料,并且通过火焰切割机能够对经过火切区辊道的坯料进行二次火焰切割处理,从而获得定尺坯料,然后定尺坯料能够被输送至去毛刺辊道,通过起吊装置和去毛刺机相配合能够去除定尺坯料上的毛刺,从而改善了定尺坯料的质量。
20、并且,本发明通过将去毛刺机与去毛刺辊道的末端并排设置,使得去毛刺机能布置在第一输送线的下游,从而为去毛刺机预留出充足的安装空间,避免因辊间距不足而导致去毛刺机无法安装的问题,使得该坯料加工系统具有更好地适用范围,从而能够满足小尺寸定尺坯料的去毛刺需要,并有助于提高自动化程度和生产率,降低了人力成本。
技术特征:
1.一种坯料加工系统,其特征在于,包括:
2.如权利要求1所述的坯料加工系统,其特征在于,所述去毛刺机包括相对设置的上刮刀和下刮刀。
3.如权利要求1所述的坯料加工系统,其特征在于,所述坯料加工系统还包括设置在所述去毛刺辊道的输送路径上的至少一个压辊,所述压辊用于压接在所述坯料的上表面。
4.如权利要求1所述的坯料加工系统,其特征在于,所述坯料加工系统还包括助推机构,所述助推机构和所述去毛刺辊道分别设置在所述去毛刺机的两侧,所述助推机构用于可调节地抵接在所述坯料上。
5.如权利要求4所述的坯料加工系统,其特征在于,所述助推机构包括至少一个助推缸,所述助推缸的推杆用于可调节地抵接在所述坯料的端部上。
6.如权利要求1所述的坯料加工系统,其特征在于,所述第一输送线还包括设置在所述火切区辊道和所述去毛刺辊道之间的横移辊道,所述坯料加工系统还包括第二输送线和横移轨道车,所述横移轨道车连接所述横移辊道和所述第二输送线,所述第二输送线用于将经所述去毛刺机处理后的所述坯料输出。
7.如权利要求6所述的坯料加工系统,其特征在于,所述第二输送线包括至少一个输送辊道。
8.如权利要求1所述的坯料加工系统,其特征在于,所述第一输送线还包括设置在所述受料辊道和所述火切区辊道之间的第一对中辊道,所述坯料加工系统还包括设置在所述第一对中辊道的输送路径上的第一对中装置,所述第一对中装置用于使所述坯料对中。
9.如权利要求8所述的坯料加工系统,其特征在于,所述坯料加工系统还包括设置在所述去毛刺辊道的输送路径上的第二对中装置,所述第二对中装置用于使所述坯料对中。
10.如权利要求8所述的坯料加工系统,其特征在于,所述第一输送线还包括设置在所述第一对中辊道和所述火切区辊道之间的第一密排辊道,所述坯料加工系统还包括喷印机,所述喷印机的喷射方向朝向所述第一密排辊道的输送方向设置,所述喷印机用于对所述坯料进行喷印操作。
11.如权利要求6所述的坯料加工系统,其特征在于,所述第一输送线还包括设置在所述火切区辊道和所述横移辊道之间的第二密排辊道。
12.如权利要求1所述的坯料加工系统,其特征在于,所述起吊装置包括设置在所述去毛刺辊道的输送路径上的转钢磁力悬臂吊。
技术总结
本发明提供了一种坯料加工系统,涉及冶炼设备技术领域,包括第一输送线、火焰切割机、起吊装置和去毛刺机,第一输送线包括依次设置的受料辊道、火切区辊道和去毛刺辊道;火焰切割机设置在火切区辊道的输送路径上,火焰切割机用于对坯料进行火焰切割;起吊装置设置在去毛刺辊道的输送路径上,起吊装置用于起吊并旋转坯料;去毛刺机与去毛刺辊道的末端并排设置,去毛刺机用于对坯料进行去毛刺操作。本发明通过将去毛刺机与去毛刺辊道的末端并排设置,从而为去毛刺机预留出充足的安装空间,避免因辊间距不足而导致去毛刺机无法安装的问题,使得该坯料加工系统具有更好地适用范围,从而能够满足小尺寸定尺坯料的去毛刺需要。
技术研发人员:周西康,韩宇,苏洸,伏彬
受保护的技术使用者:北京京诚之星科技开发有限公司
技术研发日:
技术公布日:2024/11/18
技术研发人员:周西康,韩宇,苏洸,伏彬
技术所有人:北京京诚之星科技开发有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除