自动上包系统及其上包方法与流程
本发明涉及物流分拣领域,尤其是自动上包系统及其上包方法。
背景技术:
1、在各种分拣系统中,例如托盘分拣系统、交叉带分拣系统、翻盘分拣系统等,常需要通过供包台来进行供包。而供包台需要由人工或通过上游的设备来上包。
2、授权公告号为cn114289320b的发明专利揭示了一种用于交叉带分拣系统的全自动供件系统,这种结构通过设置两条并行的送包线来分别为多个供包台供包,两条送包线中位于叠件分离装置上游的结构是相互独立的,需要两套独立的结构,且这样还需要两个卸货口,对于小空间的环境不适宜。
3、这种结构中,每条送包线需要为三个供包台供包,而单件分离装置的工作效率受到一定的限制,因此一个单间分离装置实际无法满足三个供包台高效供包的需要,不利于供包效率的提高。
技术实现思路
1、本发明的目的就是为了解决现有技术中存在的上述问题,提供一种自动上包系统及其上包方法。
2、本发明的目的通过以下技术方案来实现:
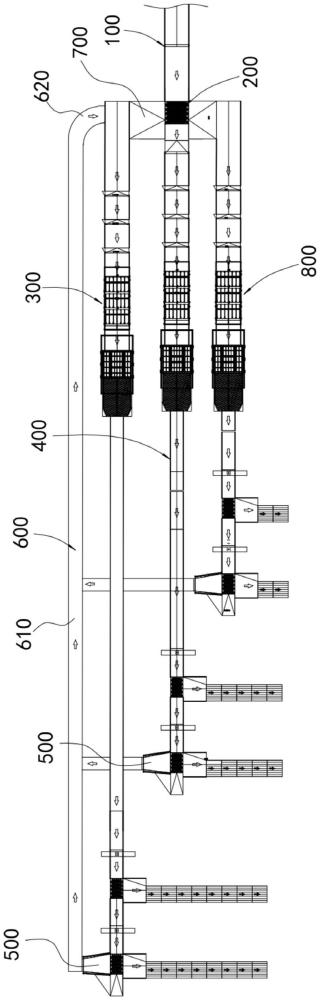
3、自动上包系统,包括导入输送机,所述导入输送机的输出端连接分流输送机,所述分流输送机连接第一单件分离送包线和第二单件分离送包线,所述第一单件分离送包线及第二单件分离送包线的第一异常排出装置分别连接回流输送线,所述回流输送线使其上的包裹回流到所述第一单件分离送包线上,所述自动上包系统工作时根据所述回流输送线的回流包裹量调节所述分流输送机下一次向所述第一单件分离送包线输送包裹的时长。
4、优选的,所述第一单件分离送包线和第二单件分离送包线均包括依次设置的接收输送机、第一叠件分离机构和/或第二叠件分离机构、单件分离机构、异常检测机构及分拣机构。
5、优选的,所述第一叠件分离机构包括多个依次连接且高度由输入端到输出端依次降低的分离输送机,所述分离输送机的输送面水平设置。
6、优选的,所述第二叠件分离机构包括多个依次设置的爬坡段,每个爬坡段包括一排爬坡机,每个爬坡段的上方设置有对所述爬坡段进行图像采集的叠件识别装置。
7、优选的,所述分拣机构的一个摆轮分拣机连接第二异常排出装置。
8、优选的,所述分拣机构包括至少一个摆轮分拣机,所述摆轮分拣机的一侧连接所述第一异常排出装置,所述摆轮分拣机的另一侧连接转接装置。
9、优选的,所述分拣机构和单件分离机构之间还设置有六面扫输送机构。
10、优选的,所述分流输送机还连接第三单件分离送包线,所述第三单件分离送包线和第二单件分离送包线位于所述第一单件分离送包线的同一侧,所述第三单件分离送包线的第一异常排出装置连接所述回流输送线。
11、根据如上任一所述的自动上包系统的上包方法,包括如下步骤:
12、s1,导入输送机启动将其上的包裹向所述分流输送机输送;
13、s2,所述分流输送机根据所述第一单件分离送包线和第二单件分离送包线的供件请求,分别向所述第一单件分离送包线和第二单件分离送包线输送设定时长的包裹;
14、s3,确定所述回流输送线在单位时间内的回流包裹量;
15、s4,根据所述回流包裹量调整所述分流输送机下一次向所述第一单件分离送包线输送包裹的时长。
16、优选的,所述第一单件分离送包线和第二单件分离送包线的异常检测机构对输出到其上的包裹进行检测;
17、当确定所述包裹是叠件时,在所述包裹输送到所述分拣机构处时,控制所述分拣机构将所述包裹输送到第一异常排出装置处;
18、当确定所述包裹是尺寸超限的包裹时,在所述包裹输送到所述分拣机构处时,控制所述分拣机构将所述包裹移动到第二异常排出装置处;
19、当确定所述包裹是单个包裹且不是尺寸超限的包裹时,在所述包裹输送到所述分拣机构处时,控制所述分拣机构将所述包裹转移到连接供包台的转接装置。
20、本发明技术方案的优点主要体现在:
21、本发明使至少两条单件分离送包线共用一个导入输送机,可以简化结构,同时使两条单件分离送包线均连接同一回流输送线,使回流输送线将异常的货物回流到第一单件分离送包线上,从而能够有效实现异常件的自动处理,不需要设置人工上包台来进行人工处理,并且,可以通过分流输送机来控制向所述第一单件分离送包线输送的包裹量,从而避免第一单件分离送包线上的包裹过量堵塞影响回流输送线和分流输送机的正常工作。
22、本发明使单件分离送包线具有两个叠件分离机构,能够最大程度地实现叠件情况的消除,从而减少后续的回流情况。
23、本发明的第一叠件分离机构采用水平的分离输送机,相对于爬坡机更有利于减少包裹移动到下级时的再次叠件,有利于改善叠件分离的效果,同时,采用缓冲斜坡能够更好地对包裹进行保护,改善安全性。
24、本发明的异常检测机构能够对多种情况进行检测,并且可以根据不同的检测结果进行不同的处理,从而有效避免尺寸超限的包裹上包或回流;同时,结合六面扫输送机能够有效地识别出条码异常的包裹,避免无法读码的包裹被输送到分拣机上,导致分拣小车被占用影响分拣机的工作效率。
25、本发明设置三条单件分离送包线,并且使每个单件分离供输送线为两个供包台供包,能够有效地利用一个分流输送机来提高整体的供包效率,避免由于单件分离效率不足影响上包效率。
26、本发明的货车的结构能够快速、有效地实现包裹的快速卸货,有利于提高卸货效率。
技术特征:
1.自动上包系统,包括导入输送机,其特征在于:所述导入输送机的输出端连接分流输送机,所述分流输送机连接第一单件分离送包线和第二单件分离送包线,所述第一单件分离送包线及第二单件分离送包线的第一异常排出装置分别连接回流输送线,所述回流输送线使其上的包裹回流到所述第一单件分离送包线上,所述自动上包系统工作时根据所述回流输送线的回流包裹量调节所述分流输送机下一次向所述第一单件分离送包线输送包裹的时长。
2.根据权利要求1所述的自动上包系统,其特征在于:所述第一单件分离送包线和第二单件分离送包线均包括依次设置的接收输送机、第一叠件分离机构和/或第二叠件分离机构、单件分离机构、异常检测机构及分拣机构。
3.根据权利要求2所述的自动上包系统,其特征在于:所述第一叠件分离机构包括多个依次连接且高度由输入端到输出端依次降低的分离输送机,所述分离输送机的输送面水平设置。
4.根据权利要求2所述的自动上包系统,其特征在于:所述第二叠件分离机构包括多个依次设置的爬坡段,每个爬坡段包括一排爬坡机,每个爬坡段的上方设置有对所述爬坡段进行图像采集的叠件识别装置。
5.根据权利要求2所述的自动上包系统,其特征在于:所述分拣机构包括至少一个摆轮分拣机,所述摆轮分拣机的一侧连接所述第一异常排出装置,所述摆轮分拣机的另一侧连接转接装置。
6.根据权利要求2所述的自动上包系统,其特征在于:所述分拣机构和单件分离机构之间还设置有六面扫输送机构。
7.根据权利要求2所述的自动上包系统,其特征在于:所述分拣机构的一个摆轮分拣机连接第二异常排出装置。
8.根据权利要求1-7任一所述的自动上包系统,其特征在于:所述分流输送机还连接第三单件分离送包线,所述第三单件分离送包线和第二单件分离送包线位于所述第一单件分离送包线的同一侧,所述第三单件分离送包线的第一异常排出装置连接所述回流输送线。
9.根据权利要求1-8任一所述的自动上包系统的上包方法,其特征在于:包括如下步骤:
10.根据权利要求9所述的自动上包系统的上包方法,其特征在于:所述第一单件分离送包线和第二单件分离送包线的异常检测机构对输出到其上的包裹进行检测;
技术总结
本发明揭示了自动上包系统及其上包方法,其中自动上包系统包括导入输送机,导入输送机的输出端连接分流输送机,分流输送机连接第一单件分离送包线和第二单件分离送包线,第一单件分离送包线及第二单件分离送包线的第一异常排出装置分别连接回流输送线,回流输送线的输出端连接所述第一单件分离送包线,自动上包系统工作时根据回流输送线的回流包裹量调节分流输送机向第一单件分离送包线输送一次包裹的时长。本发明可以简化结构,且不需要设置人工上包台来进行异常件的人工处理,可以通过分流输送机来控制向第一单件分离送包线输送的包裹量,从而避免第一单件分离送包线上的包裹过量堵塞影响回流输送线和分流输送机的正常工作。
技术研发人员:蔡熙,汪文杰,王玉鹏,姜毅,蔡昂
受保护的技术使用者:苏州金峰物流设备有限公司
技术研发日:
技术公布日:2024/11/14
技术研发人员:蔡熙,汪文杰,王玉鹏,姜毅,蔡昂
技术所有人:苏州金峰物流设备有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除