一种二火SUP9N弹簧钢圆钢的生产方法与流程
本发明涉及冶金,具体而言,涉及一种二火sup9n弹簧钢圆钢的生产方法。
背景技术:
1、sup9n弹簧钢被广泛应用于汽车零部件、工程机械、模具制造等领域。对二火sup9n弹簧钢的质量和品种也提出了更高的要求。客户对sup9n弹簧钢圆钢成品脱碳有非常严格的技术要求,具体要求譬如是ф24规格圆钢脱碳层深度不大于0.15mm。
2、经组织多次ф24规格sup9n弹簧钢圆钢摸底工艺试验生产,得到成品圆钢的脱碳层深度0.15~0.20mm,试验结果都不能满足客户的技术要求。对于sup9n这种要求二火坯生产的弹簧钢,要满足客户成品脱碳的技术要求,难度比较大,研究开发一种满足客户脱碳要求的二火sup9n弹簧钢圆钢的生产方法尤为紧迫。
3、鉴于此,特提出本发明。
技术实现思路
1、本发明的目的是为了克服上述现有技术存在的缺陷而提供一种二火sup9n弹簧钢圆钢的生产方法。
2、本发明解决其技术问题是采用以下技术方案来实现的。
3、本发明提供一种二火sup9n弹簧钢圆钢的生产方法,其包括:将大断面连铸坯加热、开坯形成的小断面轧制坯安排至精整线进行剥皮,控制剥皮深度为0.8~1mm使所述小断面轧制坯表面脱碳层全部去除,经钢坯表面质量检查合格后,再进行二次加热和轧制。
4、本发明还提供一种上述生产方法生产的二火sup9n弹簧钢圆钢,二火sup9n弹簧钢圆钢表面的脱碳层深度≤0.15mm,检测表面硬度为≤321hbw,交货状态钢材组织为珠光体+铁素体,奥氏体晶粒度≥7级。
5、本发明具有以下有益效果:
6、本发明提供的一种二火sup9n弹簧钢圆钢的生产方法。其包括:将大断面连铸坯加热、开坯形成的小断面轧制坯安排至精整线进行剥皮,控制剥皮深度为0.8~1mm使所述小断面轧制坯表面脱碳层全部去除,经钢坯表面质量检查合格后,再进行二次加热和轧制。上述生产方法,需要在二次加热前,对小断面轧制坯进行剥皮,并且控制合适的剥皮深度为0.8~1mm,经过二次加热和轧制,才能得到满足客户要求尤其是成品脱碳层深度不大于0.15mm要求的产品。
技术特征:
1.一种二火sup9n弹簧钢圆钢的生产方法,其特征在于,包括:将大断面连铸坯加热、开坯形成的小断面轧制坯安排至精整线进行剥皮,控制剥皮深度为0.8~1mm使所述小断面轧制坯表面脱碳层全部去除,经钢坯表面质量检查合格后,再进行二次加热和轧制。
2.根据权利要求1所述的生产方法,其特征在于,所述sup9n弹簧钢的化学组成重量百分比如下:c:0.56~0.60%,si:0.15~0.35%,mn:0.80~1.00%,p≤0.030%,s≤0.030%,cr:0.80~1.00%,cu≤0.25%,其余为fe和不可避免的杂质。
3.根据权利要求1所述的生产方法,其特征在于,将大断面连铸坯加热、开坯形成的小断面轧制坯包括:将大断面连铸坯装入加热炉内加热,并在所述加热炉中依次经过预热段、一加热段、二加热段和均热段,高压水除磷,再开坯形成小断面轧制坯;
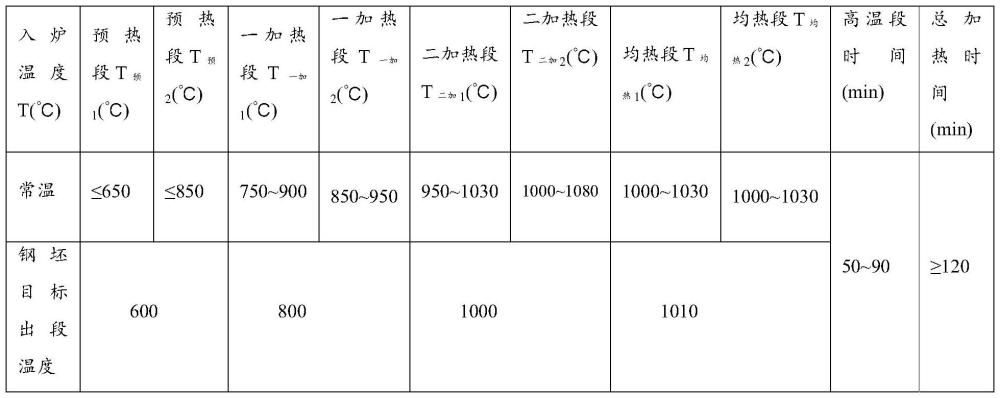
4.根据权利要求1所述的生产方法,其特征在于,所述小断面轧制坯的二次加热工艺包括:将所述小断面轧制坯装入加热炉,并在加热炉中依次经过预热段、一加热段、二加热段和均热段;
5.根据权利要求4所述的生产方法,其特征在于,所述小断面轧制坯二加热段和均热段的加热时间为50~90min,预热段、一加热段、二加热段和均热段的总时间≥120min。
6.根据权利要求4所述的制备方法,其特征在于,所述预热段、一加热段、二加热段和均热段加热炉中氧气的体积分数为:预热段0.5~2.0%、一加热段0.5~1.5%、二加热段0.5~1.5%、均热段3.0~5.0%。
7.根据权利要求4所述的制备方法,其特征在于,所述小断面轧制坯离开加热炉后对其进行高压水除磷,高压水压力为17~19mpa。
8.根据权利要求1所述的生产方法,其特征在于,所述小断面轧制坯的轧制工艺包括:所述小断面轧制坯加热、除磷后依次经过粗轧、中轧、精轧和kocks减定径进行轧制;
9.根据权利要求8所述的生产方法,其特征在于,所述粗轧、中轧、精轧所用的轧机为平-立交替布置的轧机;
10.一种权利要求1-9中任一项所述的生产方法生产的二火sup9n弹簧钢圆钢,其特征在于,ф24规格sup9n弹簧钢圆钢表面的脱碳层深度≤0.15mm,表面硬度为≤321hbw,钢材组织为珠光体+铁素体,奥氏体晶粒度≥7级。
技术总结
本发明公开了一种二火SUP9N弹簧钢圆钢的生产方法。本发明提供的二火SUP9N弹簧钢圆钢的生产方法,包括:将大断面连铸坯加热、开坯形成的小断面轧制坯安排至精整线进行剥皮,控制剥皮深度为0.8~1mm使小断面轧制坯表面脱碳层全部去除,经钢坯表面质量检查合格后,再进行二次加热和轧制。上述生产方法,根据二火SUP9N弹簧钢的成分特点,先将大断面连铸坯加热、开坯形成的小断面轧制坯安排至钢坯精整线进行剥皮,控制剥皮深度为0.8~1mm使小断面轧制坯表面脱碳层全部去除,经钢坯表面质量检查合格后,再送入加热炉二次加热后轧制,通过优化加热工艺和轧制工艺,可以得到满足客户要求尤其是成品脱碳要求的产品。
技术研发人员:蒋国强,罗祯伟,廖子东,王立鹏,陈建洲,莫杰辉,胡柏上,周小兵
受保护的技术使用者:宝武杰富意特殊钢有限公司
技术研发日:
技术公布日:2024/11/18
技术研发人员:蒋国强,罗祯伟,廖子东,王立鹏,陈建洲,莫杰辉,胡柏上,周小兵
技术所有人:宝武杰富意特殊钢有限公司
备 注:该技术已申请专利,仅供学习研究,如用于商业用途,请联系技术所有人。
声 明 :此信息收集于网络,如果你是此专利的发明人不想本网站收录此信息请联系我们,我们会在第一时间删除